
Industrial valves are essential components in modern industry, playing a crucial role in controlling the flow of liquids, gases, and slurries within pipelines and systems. Choosing the right valves is critical for ensuring efficiency, safety, and reliability in industrial operations. As a trusted supplier of industrial ball valves and high-performance butterfly valves, Alis Valves provides solutions that meet the rigorous demands of various industries, including oil & gas, chemical processing, water treatment, and power generation.
With a focus on quality, innovation, and customer satisfaction, Alis Valves delivers products that are not only durable but also capable of withstanding the harshest environments. Whether you’re looking for precise flow control, quick shutoff capabilities, or efficient throttling, our range of valves is designed to meet your operational needs.
1. The Importance of High-Quality Industrial Valves
Industrial valves are critical for regulating and isolating flow in complex systems. They ensure operational safety, prevent leaks, and maintain efficiency. In industries where conditions are extreme—high pressures, temperatures, or exposure to corrosive substances—valves must be engineered with precision and built from robust materials.
At Alis Valves, we understand these demands. That’s why we offer a comprehensive range of industrial valves tailored for various applications. Our ball and butterfly valves are crafted to meet the highest industry standards, providing you with peace of mind and ensuring seamless operations.
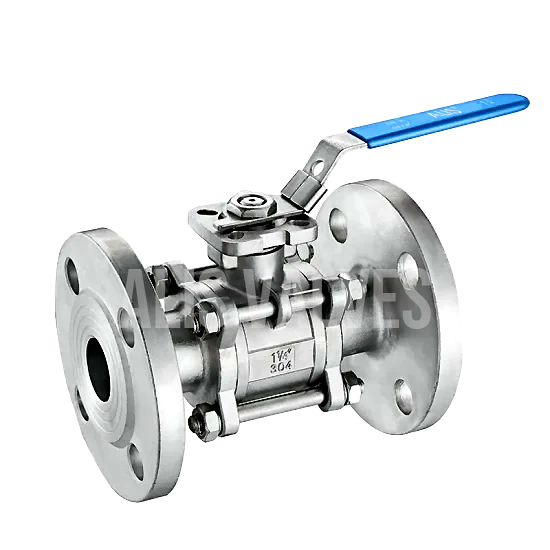
2. Industrial Ball Valves: Precision and Durability
Ball valves are among the most widely used valve types in industrial applications. Known for their simple yet effective design, ball valves offer quick shutoff, minimal pressure drop, and reliable sealing. The spherical ball inside the valve rotates to open or close the flow path, providing tight shutoff and efficient flow control.
Key Features of Alis Valves’ Ball Valves:
- Full Bore Design: Our ball valves offer unrestricted flow, minimizing pressure drop and maximizing system efficiency.
- High-Pressure Capabilities: Engineered to handle high-pressure environments, our ball valves are suitable for demanding applications in industries like oil & gas and petrochemicals.
- Corrosion Resistance: Manufactured from premium materials such as stainless steel and carbon steel, our ball valves provide excellent resistance to corrosion, ensuring long service life even in aggressive environments.
Applications of Ball Valves:
- Oil & Gas: For upstream, midstream, and downstream applications.
- Chemical Processing: Safe handling of aggressive and corrosive chemicals.
- Water Treatment: Reliable flow control in potable and wastewater systems.
Our ball valves are available in a variety of configurations, including two-way, three-way, and multi-port designs, allowing for flexibility in flow management.
3. High-Performance Butterfly Valves: Efficiency and Control
Butterfly valves offer a compact and cost-effective solution for flow control. Their lightweight design, ease of installation, and quick operation make them ideal for a wide range of applications. High-performance butterfly valves, in particular, are designed to handle high pressures and temperatures, providing a tight seal and exceptional durability.
Key Features of Alis Valves’ Butterfly Valves:
- Double and Triple-Offset Designs: Our high-performance butterfly valves feature offset designs that reduce wear, enhance sealing, and extend valve life. Triple-offset valves offer a metal-to-metal seal for zero leakage, making them ideal for critical applications.
- High-Temperature and Pressure Resistance: Built to withstand extreme conditions, these valves are perfect for industries like power generation and chemical processing.
- Low Maintenance: With fewer moving parts and a simplified design, our butterfly valves require minimal maintenance, reducing operational costs.
Applications of Butterfly Valves:
- Power Generation: Control of steam and cooling water in thermal power plants.
- Chemical Industry: Handling corrosive and abrasive fluids.
- HVAC Systems: Efficient flow regulation in heating, ventilation, and air conditioning.
Our high-performance butterfly valves provide precise flow control and exceptional sealing, even in the most demanding industrial environments.

4. Why Choose Alis Valves as Your Trusted Supplier?
Selecting the right valve supplier is as important as choosing the right valve. Here’s why Alis Valves is the trusted partner for your industrial valve needs:
1. Superior Quality:
At Alis Valves, quality is at the core of everything we do. Our valves are manufactured using high-grade materials and undergo rigorous testing to ensure they meet or exceed international standards such as API, ASME, and ISO.
2. Industry Expertise:
With years of experience in valve manufacturing and supply, our team understands the unique challenges faced by various industries. We provide expert guidance to help you select the best valve solution for your specific application.
3. Custom Solutions:
Every industrial application is different. That’s why we offer customizable valve solutions, including special materials, sizes, and configurations, to meet your precise requirements.
4. Extensive Inventory and Timely Delivery:
We maintain a large inventory of valves, ensuring that our customers receive their orders quickly. Whether you need a standard valve or a custom solution, we are committed to delivering on time to minimize your downtime.
5. Comprehensive Support:
Our commitment to customer satisfaction extends beyond the point of sale. We offer technical support, installation guidance, and after-sales service to ensure that your valves operate efficiently throughout their lifecycle.
5. Industries We Serve
Alis Valves is proud to serve a diverse range of industries, each with its unique demands:
- Oil & Gas: From exploration and drilling to refining and distribution, our valves play a critical role in ensuring safety and efficiency.
- Chemical Processing: Our valves are designed to handle highly corrosive and hazardous chemicals with precision and reliability.
- Water and Wastewater Treatment: Whether it’s controlling the flow of potable water or managing wastewater, our valves deliver exceptional performance in water treatment facilities.
- Power Generation: Our valves are used in thermal, nuclear, and renewable energy power plants, ensuring efficient flow control and system integrity.
- Pharmaceuticals and Food Processing: Hygiene and safety are paramount in these industries. Our valves meet stringent standards for cleanliness and reliability.
6. Our Commitment to Sustainability
At Alis Valves, we recognize the importance of sustainability in modern industry. Our valves are designed to optimize energy efficiency and minimize waste, helping our customers achieve their sustainability goals. By choosing Alis Valves, you’re not just investing in high-quality products; you’re also contributing to a more sustainable future.
7. Partner with Alis Valves Today
When it comes to industrial flow control, you need a partner you can trust. Alis Valves is dedicated to providing high-quality, reliable valve solutions that enhance efficiency, ensure safety, and stand the test of time. Whether you’re in need of industrial ball valves, high-performance butterfly valves, or custom valve solutions, we’ve got you covered.
Contact us today to learn more about our products and services, and let us help you find the perfect valve solution for your industrial needs.